Kako se hitro naučiti varjenja. Fotografije in videoposnetki o tem, kako se naučiti variti z varilnim inverterjem za začetnike
Naučiti se izdelati zvar sam je precej enostavno in ta veščina bo prinesla veliko koristi. Dobro razumljen postopek vam bo omogočil, da boste delo opravili različne ravni zapletenosti od varjenja dveh materialov do izdelave žarov, klopi in okvirjev rastlinjakov. Toda pred izvedbo načrta je treba preučiti teorijo, izbrati potrebna oprema in materiale, si oglejte vadbeni video in končno začnite vaditi.
Varilni šiv je najpreprostejši, najhitrejši in zanesljiv način povezave kovinskih delov. Varjenje se ne uporablja samo v industriji, ampak je na voljo tudi začetnikom. Začeti morate z preproste tehnike in postopoma izboljšajte svoje sposobnosti.
Pripravljalna faza.
Najprej boste morali izbrati in kupiti opremo, potrebno za dokončanje dela:
- varilnik
- elektrode
- zaščitni ščitnik ali tako imenovana varilna maska
- palčniki ali zaščitne rokavice, obleka
Poznamo več vrst varilnih aparatov: varilni transformator, kompleksnejši varilni usmernik in najprimernejši varilni inverter. Varilni inverter - najboljša možnost za začetnika. Lahek, kar je tudi pomembno, kompakten, ima gladko, kot pravijo strokovnjaki, regulacijo toka in enostaven vžig.
Elektrode so potrebne za dovajanje toka za varjenje na šiv in s taljenjem, zahvaljujoč visoka temperatura, pritrdite dele. Strokovnjaki menijo, da so elektrode, ki so optimalne za začetnike, kovinske palice s posebnim premazom s premerom 3 mm.
Zaščitni ščit varuje oči varilca pred toplotnimi opeklinami, ki jih lahko dobimo zaradi izpostavljenosti svetlemu in nevarnemu sevanju, ter obraz pred vročimi, razpršenimi različne strani pljusk kovine. obstaja velik znesek tehnologije in vrste zaščitnih ščitov in mask, razumeti jih Strokovno spletno mesto http://svarochnyemaski.ru vam bo pomagalo. Velik izbor tega vira vam bo pomagal izbrati ščite katere koli kompleksnosti in cenovne kategorije.
Palčniki so izbrani iz ponjave ali pa so primerne rokavice iz semiša. Bombaž in pletenine ne bodo delovale.
Prvi koraki varilca začetnika.
Kot pri vsem, morate začeti preprosto. Vzemite nepotreben kos kovine, ga očistite rje in umazanije. Vstavite elektrodo v držalo varilnega stroja in nastavite želeni tok.  Prižgite oblok z nežnim udarjanjem po materialu in vzdržujte razdaljo do dela 3 do 5 mm. Elektrodo vodite gladko, brez prekinitev, medtem ko nihate med deli, ki jih varite.
Prižgite oblok z nežnim udarjanjem po materialu in vzdržujte razdaljo do dela 3 do 5 mm. Elektrodo vodite gladko, brez prekinitev, medtem ko nihate med deli, ki jih varite.  Odstranite žlindro iz šiva. Šiv mora biti enakomeren in brez napak.
Odstranite žlindro iz šiva. Šiv mora biti enakomeren in brez napak.
Kakovost šiva je neposredno odvisna od konsistence reže in njegove velikosti. Priporočljivo je, da si prve izkušnje pridobite pod nadzorom izkušenega varilca, a tudi brez njega je povsem mogoče pridobiti pozitiven rezultat.
Zdaj se veliko ljudi želi naučiti osnov varjenja. To je lahko vedno koristno v vsakdanjem življenju. Varjenje za začetnike ne zahteva poklicnih veščin ali posebnega znanja. Ta raven zadostuje za delo v garaži ali na kmetiji.
Pri učenju osnov varjenja morate uporabljati elektrode s premerom največ 3 mm.
Osnove in osnovni pojmi o elektrovarjenju
Najprej, da bi obvladali ročno varjenje, morate kupiti varilni stroj in se založiti z elektrodami. Naj jih bo čim več, saj se pogosto pokvarijo do prvega pozitivnega rezultata. Pri učenju osnov varjenja je bolje uporabiti elektrode s premerom 3 mm. Tanjše strokovnjaki uporabljajo za delo s tanko kovino, debelejši pa preobremenijo električno omrežje.

Univerzalna in najpreprostejša vrsta spajanja kovinskih površin je metoda ročnega obločnega varjenja. Leži v tranziciji električni tok iz vira s tvorbo obloka med elektrodo in materialom, ki se obdeluje. Pri tej tehnologiji varjenja zgorevanje prevleke na površini elektrode zagotavlja sproščanje plina, ki preprečuje, da bi obdelana površina prišla v stik s kisikom iz zraka.
Vsak priročnik za varjenje navaja: prva stvar, ki se je morate naučiti, je pravilen varilni šiv. Zato uvod vsebuje informacije o uporabljeni opremi. Med viri energije se razlikujejo naslednje izvedbe:
- varilni transformatorji;
- varilni usmerniki;
- varilni inverterji.

Za tiste, ki se učijo osnov varjenja, je tretja možnost optimalna izbira. Kovino lahko varite polavtomatsko. Za to se pogosto uporablja varilna žica.
Po nakupu opreme si morate najprej zagotoviti zaščito pred škodljivi učinki. Varnostni ukrepi pri varjenju zahtevajo posebno masko, ki ščiti kožo obraza in oči, z vgrajenim svetlobnim filtrom, izbranim po določenih kriterijih. Ti vključujejo amperažo, ambientalno osvetlitev in vid varilca. Postopek varjenja pomeni strogo upoštevanje varnostnih pravil.
Za uporabo varjenja morate od delovnih oblačil izbrati platneni predpasnik ali obleko z ognjevarno impregnacijo, pa tudi gamaše iz razcepljenega usnja. Čevlji morajo biti trpežni in stabilni.
Nazaj na vsebino
Med varjenjem je treba elektrodo držati nad površino kovine. Nastala vrzel se imenuje obločna vrzel. Nadzor nad njim je še posebej pomemben pri delu, zato ga je treba najprej obvladati. Elektroda se spusti, ker se porablja pri premikanju proti šivu. Razmik med kovino in robom delovnega orodja naj bo vedno enak. Z elektrodami morate kuhati previdno, da ne pokvarite potrošnega materiala.
Lastnosti:
- Če je velikost reže nezadostna, ne bo dovolj časa za segrevanje obdelovanega materiala. Šiv bo konveksen in robovi ne bodo spojeni.
- Pri večji vrzeli opazimo pomembne skoke loka. Kakovost preboja bo slaba, vodenje polaganja kovine, ki jo varimo, pa bo oteženo.
- Z ohranjanjem optimalne velikosti reže na konstantni ravni lahko enostavno nadzirate kad in oblikujete dober šiv.

Trenutna varilna tehnologija je naslednja: med prehodom skozi režo oblok ustvari zvarni bazen in vanj prenese staljeno kovino, ki se nahaja na površini elektrode. Če je trenutna vrednost nezadostna, se osnovna kovina ne bo segrela in elektroda se bo premikala hitreje od zvarnega bazena. Z večjim tokom bo oblok prodrl v kovino do določene globine in jo potisnil nazaj. Ko so vrednosti optimalne, se kopel razširi in ima tanke robove, tako da jo je mogoče razširiti in premikati s pomočjo elektrode, ki nadzoruje proces dela.
Trenutne nastavitve se pogosto spreminjajo glede na varilno tehnologijo in dodatne možnosti. Na primer, lastnosti odvajanja toplote debele kovine bodo zahtevale višjo vrednost toka. Za manjše debeline potrebujete drugega visoka stopnja. Natančna nastavitev trenutnih indikatorjev za pravilno kuhanje bo odvisna samo od obnašanja kopeli. Zato morate začeti s priporočili proizvajalca in nato poskusiti z zmanjšanjem ali povečanjem toka.
Pri zaključku šiva, preden odstranite elektrodo, morate narediti malo več kovinskega nanosa.
To bo pomagalo preprečiti brizganje iz spodnjih plasti fuge, kar bo povzročilo krater. Če želite to narediti, samo naredite en krog in nato udarite v nasprotni smeri šiva.
Nazaj na vsebino
Ročno obločno varjenje: značilnosti tehnološkega procesa
Pretok enosmernega in izmeničnega toka iz vira energije v smeri elektrode in kovine zagotavlja nastanek obloka in ga zadrži. Ta vrsta ročnega varjenja z ravno polarnostjo se izvaja pri priključitvi anode na izdelek. Pri priključitvi negativnega pola se varjenje izvede z obratno polariteto.

Pri varjenju je potrebno zaščititi roke in obraz.
Kovina, ki sestavlja elektrodno palico, se topi pod vplivom obloka skupaj s svojo prevleko, pa tudi s površino obdelovanca, ki ga varimo. Od tega trenutka material elektrode predstavlja kapljice v žlindri, ki vstopijo v zvarni bazen in se mešajo s kovino, ki se obdeluje.
Velikost kopeli je neposredno odvisna od naslednjih meril:
- način, v katerem se izvaja varjenje;
- oblikovanje zvarjenega spoja;
- obliko rezanja in dimenzije spojnih robov.
- položaj v prostoru;
- hitrost gibanja loka po izdelku.
Standardna velikost kopalne kadi je 6 mm globoka, 8-15 mm široka in 10-30 mm dolga.
Razdalja med dvema aktivnima območjema (na zvarnem bazenu in koncu elektrode) se imenuje dolžina obloka. Med procesom taljenja prevleke se okoli obloka in kopeli oblikuje plast plina, ki izpodriva kisik iz delovnega območja in mu preprečuje interakcijo s staljenim materialom.
Žlindra, ki pokriva kapljice kovine elektrode, kot tudi zvar, preprečuje izpostavljenost atmosferskega zraka na materialu, ki se obdeluje. Postopno odstranjevanje obloka zagotavlja kristalizacijo kovine, kar povzroči nastanek povezovalnega šiva, prekritega s plastjo strjene žlindre.
Prednosti te vrste varjenja so naslednje:
- delo se lahko izvaja z omejenim dostopom;
- številne vrste elektrod omogočajo varjenje različni tipi postati;
- relativno hitra sprememba materiali za spajanje;
- postopek lahko poteka v katerem koli položaju;
- Delovna oprema je lahka in prenosna.
Slabosti vključujejo nizko produktivnost v primerjavi z drugimi vrstami varjenja, škodljive razmere in potreba po usposobljenosti zaposlenih z visokimi zahtevami glede kakovosti.
O varjenju ni treba vedeti vsega, za preproste vsakdanje situacije je dovolj, da upoštevamo pravila in osnovne zahteve za delo.
Varjenje je najbolj zanesljiva povezava stalnih delov. IN Vsakdanje življenješiroko se uporablja pri izdelavi ograj z uporabo verižne mreže, okvirjev rastlinjakov, peči za kopeli in garaže ali različnih posod, potrebnih v poletnih kočah. Oseba z veščinami varjenja lahko na svoji parceli ustvari prave mojstrovine odprtih ograj, strešnih nadstreškov in drugih gospodinjskih potrebščin.
Kaj je osnova za zanesljivost varjenja: osnove varilskega dela
Glede na trdnost ustvarjanja trajnih spojev je varjenje vodilno mesto. To dosežemo s segrevanjem zlitin različnih kovin z električnim oblokom, kar povzroči plastično deformacijo uporabljenih materialov. V tem primeru pride do medsebojnega prodiranja elementarni delci elektrodo v strukturo materialov, ki jih povezujemo. Posledično nastanejo molekularne vezi z ultra visoko trdnostjo.
Zahvaljujoč modernemu inovativne tehnologije, je zdaj mogoče za varjenje uporabljati laserske in elektronske žarke, ultrazvok in plamen plinskega gorilnika. Ampak za varjenje Življenjski pogoji Obločno varjenje ostaja najbolj optimalen vir energije, za katerega se uporabljajo varilni stroji za ustvarjanje električnega obloka. različne vrste, vključno z inverterji.

Metode varjenja
obstajati naslednje metode varjenje:
- Stiskalnica za plin, z uporabo plamena acetil kisika. Prednosti te vrste varjenja so: visokozmogljivo. Zato se pogosto uporablja v naftni in plinski industriji, zlasti pri gradnji avtocest za transport nafte in plina, pa tudi v strojništvu.
- Kontakt, ki ga izvaja električni tok z relativno nizko napetostjo pri zadostni visoka moč trenutno Ta metoda vključuje naslednje sorte: sočelno varjenje, varjenje šivov in točkovno varjenje.
Poleg tega se v nekaterih primerih uporablja varjenje z valjčkom in elektroslagom, frikcijsko in termitno varjenje, pa tudi številne druge sorte.
Izbira prave opreme
Če se odločite obvladati tehniko varjenja, boste potrebovali varilno opremo. Možno ga je najeti ali kupiti. Trenutno maloprodajna mesta ponujajo varilne stroje, opremljene z napravo, ki vam omogoča povečanje ali zmanjšanje toka. Ljubitelji delati vse z lastnimi rokami, lahko iz razpoložljivih materialov izdelajo varilni aparat. V vsakem primeru boste potrebovali enega od naslednjih pretvornikov električne energije:
- Transformator za pretvorbo izmeničnega toka iz gospodinjskega električnega omrežja v tok, potreben za varilna dela. Pri izbiri enote te vrste je treba upoštevati, da poceni modeli ne bodo mogli zagotoviti potrebne stabilnosti električnega loka. Zanje je značilen "pad" napetosti. Poleg tega so pretežki.
- Usmernik. To je naprava, ki pretvarja izmenični električni tok, ki se dovaja v potrošniška omrežja, v enosmerni tok. Za razliko od transformatorjev te enote zagotavljajo zadostno stabilnost električnega obloka, kar posledično izboljša kakovost zvara.
- Inverter. Pretvori izmenični tok gospodinjskega električnega omrežja v potreben enosmerni tok z napetostjo, potrebno za kakovostno varjenje. Ta naprava je kompaktna in lahka, enostavna za vžig, hitro ukrepanje in visoko zmogljivost.
** Priporočilo. Najučinkovitejša od naštetih naprav se šteje za pretvornik, za katerega je značilna učinkovitost in visoka zmogljivost.

Kako izbrati prave elektrode za varjenje
Najpogostejša vrsta obločnega varjenja zahteva elektrode, ki so zasnovane za dovajanje toka v zvar. V večini primerov je to žica, sestavljena iz posebnega talilnega prahu. Toda za tiste, ki se prvič srečujejo z varjenjem, je bolje uporabiti elektrode v obliki trdnih palic, prevlečenih s talilno sestavo. Celo začetniku omogočajo ustvarjanje enakomernega šiva. Optimalni premer palice elektrode za to kategorijo varilcev je 3 mm. Elektrode manjšega premera se uporabljajo za spajanje tankih pločevin in za uporabo

Elektrode z večjim premerom zahtevajo opremo z večjo močjo.
Varnost pri varjenju (varilna oprema)
Varjenje spremlja močno svetlobno sevanje in veliko brizganja vroče kovine. Zato mora varilec poskrbeti za zaščito kože obraza in oči pred opeklinami. Za te namene boste potrebovali poseben ščit in masko. Zaščite pa ne potrebujejo le obraz in oči. Koža vaših rok je bolj dovzetna za opekline zaradi letečih brizg taleče se kovine. Zato so palčniki iz platna ali semiša nujno sredstvo za zagotavljanje varnosti. Idealna možnost je ogrinjalo ali kombinezon iz gostega platna ali gumirane tkanine.

Da bi zagotovili požarno varnost, mora biti na mestih, kjer se izvajajo varilna dela, posoda z vodo ali drugo sredstvo, ki ščiti pred požarom, če slučajno zadene iskra.
Navodila po korakih za izvajanje varilnih del
- Varjena površina mora biti skrbno zaščitena. Mora biti brez umazanije in rje.
- Pred začetkom varjenja je potrebno elektrodo vstaviti v držalo varilnega stroja in ustvariti električni oblok. Da bi to naredili, je potrebno povzročiti gibanje toka v območju varjenja. Ta postopek lahko izvedete tako, da palico elektrode udarite ob kovino ali z dotikom na površino obdelovanca v obliki udarca.
- Takoj, ko se pojavi električni oblok, je potrebno ustvariti vrzel med njim in površino, ki jo je treba povezati. Ta reža mora imeti konstantno vrednost in se giblje od 3 do 5 mm.
** Priporočilo. Za enakomeren šiv brez napak je potrebno, da ostane velikost reže konstantna skozi celoten postopek varjenja. V nasprotnem primeru bo oblok prekinjen, kar bo povzročilo poslabšanje kakovosti zvara.
- Kot naklona palice mora biti 70?. Vendar ga je mogoče spremeniti, da se zagotovi udobje pri varjenju.
- Pomembna je tudi stabilnost električnega toka. Upoštevati je treba, da bo prevelika sila povzročila taljenje kovine, prenizka pa bo oblok ugasnil.
Ko ste obvladali tehniko izdelave krogličnega zvara, lahko nadaljujete neposredno z izdelavo trajnih povezav. Delo se začne z ustvarjanjem loka. Nato varilec nadaljuje z neposrednim povezovanjem delov. Hkrati mora njegova roka narediti nihajna gibanja od enega elementa do drugega. Varjeni šiv (trajektorija gibanja) je lahko izdelan v obliki ribje kosti, zanke, cikcaka itd. Na koncu dela je potrebno očistiti šiv iz nastale žlindre.
Ko osvojite osnovne varilne veščine, lahko nadaljujete na bolj zapletena varilna dela, izdelovanje čelnih, T-, prekrivnih in kotnih spojev v različnih smereh. Ko vaša roka pridobi samozavest, lahko začnete izdelovati kompleksnejše izdelke.

Video - ročno obločno varjenje za začetnike
Strokovnjaki začetniki si morajo ogledati video lekcije o varjenju, da se izognejo pogostim napakam in svoje delo opravljajo kakovostno in varno. Vedno se morate spomniti, da morate pred začetkom dela obleči posebna oblačila, in sicer:
rokavice iz semiša in (ali) platna; predpasnik ali ogrinjalo; ; škornji iz ponjave.
Svetlobni filter za masko se za vsako osebo izbere posebej, odvisno od občutljivosti oči na svetlobo, debeline elektrode in moči toka. Višji kot so ti kazalniki, večje število zaščitnih filtrov je treba uporabiti. Ko masko opremite s filtrom, morate s pogledom na svetlobo preveriti morebitne vrzeli. Steklo je treba zamenjati takoj, ko se na njem pojavijo praske ali umazanija, zaradi česar je težko jasno videti zvar in šiv.
Preden začnete z delom, morate površino, ki jo želite obdelati, temeljito očistiti pred umazanijo, rjo ali oljnimi madeži. To je edini način, da računate na visokokakovostna varilna dela, video lekcije za katere so objavljene na naši spletni strani.

Izbira elektrod
(video) se začne z izbiro elektrode. Praviloma mora biti njegova debelina enaka debelini dela. Izbira je odvisna tudi od uporabljenega materiala.
Za jeklo so najprimernejši formati ANO in UONII ter kategorije 1, 2 in 3.
Legirana jekla zahtevajo elektrode 1Y, 2Y in 3Y. Številke so v tem primeru neposredno sorazmerne z močjo zvara, ki ga nanesemo.
Za barvne kovine so izbrane ustrezne elektrode. Toda silumin ni primeren za običajno varjenje. Tudi začetniki se ne smejo lotiti litega železa, saj ta postopek zahteva visoko usposobljenost in razpoložljivost odlična izkušnja delo.
Po priključitvi elektrode na pretvornik je potrebno nastaviti jakost toka, ki je navedena na ohišju naprave za različne vrste materialov.
Lekcija varjenja za začetnike (video) kaže, da elektrode ne smete prehitro prinesti na površino, ki jo želite obdelati, ker se to prilepi.
Pred začetkom varjenja priključite ozemljitveni priključek na izdelek, po katerem lahko začnete z varjenjem.

Požig lok
Video lekcije o varjenju učijo, da morate elektrodo pripeljati do obdelovancev pod kotom na površino, kar je 700. Nato morate večkrat rahlo udariti po površini. Po tem je treba elektrodo odstraniti s kovinske površine na razdaljo, ki je enaka premeru elektrode, in začeti nastajanje kopeli. Za segrevanje kovine, ki se obdeluje, boste potrebovali 2-3 majhne krožne gibe elektrode po obodu zvarnega bazena. Zagotoviti je treba, da je njegov premer vedno enak.
Obločna vrzel
Pri ogledu varilnih del (video lekcije) je treba posebno pozornost nameniti dejstvu, da se obločna reža ne sme spreminjati. To je najpomembnejša in najtežja stvar, ki se je morajo naučiti varilci začetniki. Dejstvo je, da se elektroda med varjenjem postopoma zmanjšuje in jo je treba nenehno spuščati.
Ko je reža manjša od običajne, se osnovna kovina nima časa segreti in taljenje površin bo slabe kakovosti. Z veliko vrzeljo je težko držati lok na mestu in nadzorovati naloženo kovino. Z vzdrževanjem konstantne vrzeli se oblikuje kakovosten in čist šiv, ki zagotavlja zanesljivo povezavo delov.

Oblikovanje šiva
Video lekcije o varjenju prikazujejo, kako pravilno izvajati krožne ali cik-cakaste gibe z elektrodo za pravilen zvar. Če kopel premaknete navzkrižno, lahko v primeru pomanjkanja kovine ostanejo spodrezki, ki so majhni utori vzdolž robov šiva, ki se nahajajo pod nivojem površine. Lekcije varjenja z inverterjem (video) vam bodo pomagale preprečiti takšne napake in vas naučile, kako uporabiti moč obloka za nadzor kopalnice. Osnovna ideja je, da večji kot je naklon elektrode, bolj konveksen bo šiv in obratno.
Obdelava šivov
Ko je zvar ohlajen, ga previdno odstranimo s kladivom, kot je prikazano v videu na naši spletni strani.

Kontrola kakovosti šivov
Po končanem varjenju je potrebno preveriti kakovost šivov z zunanjim pregledom, testiranjem tesnosti in odkrivanjem skritih napak. Sem spadajo povešanje, podrezi, razpoke, opekline, pomanjkanje penetracije, prisotnost vključkov žlindre v šivih in drugo.
Video lekcije o varjenju vam bodo pomagale razumeti vzroke napak. To so lahko napetostni sunki v omrežju, nepravilno izbrani kot naklona elektrode, zdrs varilne žice v podajalnih valjih, sprememba hitrosti varjenja med nastajanjem šiva in drugo.
Več o tej temi na naši spletni strani:
-
Beseda varjenje na splošno pomeni tehnološki proces, kjer se zaradi segrevanja med deli vzpostavijo medmolekularne in medatomske vezi. Na ta način se kombinirajo neposredni materiali. Večinoma ... -
Tudi začetnik lahko vari na vodoravni površini. malo izkušenj delo. Toda narediti kakovosten vertikalni šiv brez potrebnega teoretičnega znanja in dobre prakse ... -
Postopek varjenja aluminija in duraluminija ima več značilnosti, ki jih je treba upoštevati tako pri delu kot pri izbiri opreme zanj. Prvič, aluminij je ... -
Vsak način krmiljenja lahko pozitivno vpliva na delovanje varilnega aparata, vendar ima vsak način tudi svoje slabosti, ki jih je priporočljivo poznati in se tako izogniti neprijetnim...
Crazy Stroitel.ru vam predstavlja natančen opis varjenje z inverterjem. Inverter je varilni stroj, ki se uporablja za spajanje kovinskih plošč pod vplivom električne razelektritve. Varilni inverterji so postali pravi preskok na področju varilnih strojev, saj so stari transformatorji precej težki in zahtevni za uporabo. Inverter je dostopen vsakomur, dovolj je poznati nekaj principov varilnega postopka z njim. Velika prednost je, da je pri varjenju z inverterjem manj brizganja kot pri varjenju iz transformatorja.

Posebnost pretvornika je predvsem njegova majhna teža in največje zmogljivosti, s pomočjo katerih lahko opravlja takšno delo, ki so ga prej opravljale zapletene in težke enote. Električna energija, ki jo porabi ta majhna naprava, je usmerjena izključno na delovanje obloka, s pomočjo katerega se izvaja neposredni postopek varjenja.
Oprema je neobčutljiva na nihanja napetosti v električnem omrežju, ki jih opazimo na podeželju. Če v vašem zasebnem domu opazite nihanja, bodite pri nakupu pozorni na priporočeno napetost v podatkovnem listu pretvornika. Nekateri viri dovoljujejo varjenje z elektrodo d =3 mm tudi pri 185 V omrežni napetosti.
Mnenje profesionalnih varilcev je jasno: s pomočjo inverterja je lažje držati varilni oblok in dobiti lep, kakovosten šiv.
Pred začetkom varjenja z inverterjem ali osnov elektrovarjenja
Inverterski varilni aparati so zelo ekonomični in izjemno priročni za uporabo, kar je zelo pomembno predvsem za tiste, ki jih zanima invertersko varjenje za začetnike. Kakšne so osnove varjenja z inverterjem, tehnika dela z njim, je pomembna za začetnika? Najprej je treba omeniti načelo delovanja pretvornika. Ker je pretvornik elektronski varilni stroj, glavno breme dela z njim pade na električno omrežje. V primerjavi s starimi varilnimi aparati, katerih aktivacija povzroči močan in maksimalen sunek električne energije, zaradi česar se izklopi električno omrežje celotne vasi, ima inverter shranjevalne kondenzatorje, ki akumulirajo elektriko in zagotavljajo predvsem nemoteno delovanje. delovanje električnega omrežja, in drugič, nežno prižgite električni oblok pretvornika. V dokaj dostopni obliki se lahko sami naučite lekcije varjenja z inverterjem. In če imate vprašanje o tem, kako se naučiti kuhati z inverterskim varjenjem, potem vam lahko ponudimo več uporabni nasveti, na kar morate biti najprej pozorni pred varjenjem. Zelo pomembna točka je tudi dejstvo, da večji kot je premer elektrod, tem več elektrike on porabi. Zato, če se odločite preizkusiti svoj pretvornik v delovanju, je vredno približno izračunati največjo količino električne energije, ki jo porabi naprava, da ne bi gorili gospodinjski aparati pri sosedih. Poleg tega je za vsak premer elektrode prikazana najmanjša jakost toka, to je, če poskušate zmanjšati jakost toka, šiv ne bo deloval. Če se odločite za eksperimentiranje in povečate tok, bo šiv deloval, vendar bo elektroda prehitro izgorela.
Inverter: zunanji pregled opreme
Razsmernik, ki ga prodaja trgovska veriga, izgleda kot škatla. Njegova teža je odvisna od moči naprave: 3 - 7 kg. Nošenje opreme poteka s pomočjo pasu ali ročaja. Hlajenje se izvaja skozi prezračevalne luknje v ohišju.

Naslednji krmilni ročaji in indikatorji so nameščeni na površini opreme:
vklop in izklop naprave se izvaja s preklopnim stikalom,
vrednosti toka in napetosti se nastavijo z gumbi na sprednji plošči,
plošča ima indikatorje, ki obveščajo o pregrevanju napajanja in opreme,
Pred ploščo so izhodi označeni z "+" in "-".
Poleg tega komplet vsebuje dva kabla. Eden od njih se konča z držalom za elektrodo. Drugi ima sponko v obliki ščipalke za pritrditev izdelka, ki ga želite variti. Varilna oprema je priključena preko konektorja, ki se nahaja na zadnji strani naprave.
Osnove električnega varjenja
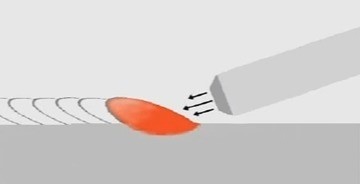
Da bi razumeli, kaj se zgodi med varjenjem, si oglejte predlagano sliko.

Oblok nastane iz stika kovinskega dela elektrode in kovine, ki jo varimo. Pod vplivom temperature obloka se tako zvarjena kovina kot elektroda začneta topiti. Staljeni del kovine, ki se vari, in kovinska palica elektrode na mestu obloka tvorita kopel. Prevleka elektrode se stopi. Del tega preide v plinasto stanje in zapre kopel pred kisikom.
Prevleka elektrode, ki ostane v tekočem stanju, se nahaja na vrhu tekoče kovine in ščiti kovino pred atmosferskim kisikom med varjenjem in med hlajenjem.
Po končanem varjenju in ohlajanju kovine se tekoči del prevleke spremeni v žlindro, ki prekrije zunanjost šiva. Po popolnem ohlajanju se žlindra zlahka odstrani s udarcem s kladivom.
Med varjenjem se elektroda stopi. Da oblok ne ugasne, je potrebno vzdrževati konstantno razdaljo med elektrodo in kovino, tako imenovano dolžino obloka. To dosežemo z dovajanjem elektrode v varilno cono z enako hitrostjo. Hkrati poskušajte elektrodo voditi natančno vzdolž spoja zvara.
Dodaten video na to temo:
Lekcija o varjenju z inverterjem za začetnike (navodila po korakih)
1. Za začetek dela z varjenjem morate imeti zaščitne elemente, in sicer:
- rokavice iz grobe tkanine (ne iz gume);
- Za zaščito oči obvezno kupite varilno čelado z nameščenim zaščitnim filtrom, ki je izbran glede na velikost varilnega toka. Za varjenje je bolj priročno uporabiti kameleonsko masko. Filter, uporabljen v njem, prepozna lok in je zatemnjen, da ustreza njegovim parametrom. Upoštevajte, kdaj nizke temperature filter nima časa za pravočasno delovanje; pri temperaturah pod -100C kameleonska maska ne zagotavlja zaščite;
- groba jakna in hlače iz naravnega gostega materiala, ki se med varjenjem ne vname zaradi isker. Oblačila morajo varno pokrivati vrat in imeti dolge rokave z gumbi, ki ščitijo roke;
zaprti usnjeni čevlji z debelimi podplati.

2. Toda en stroj ni dovolj za začetek varjenja. Varjenje zahteva razpoložljivost posameznih sredstev zaščito in pripravljalne dejavnosti namenjeno ustvarjanju varne razmere. Priprava mesta je naslednja:
Zagotovite prazen prostor na mizi za varjenje. Odstranite vse nepotrebno, kamor bi lahko prišlo brizganje.
Zagotoviti kakovostna razsvetljava mesta dela.
Varilna dela se izvajajo stoje na lesenem parketu, ki ščiti pred električnim udarom.
3. Nastavite varilni tok in izberite elektrodo. Uporabljamo elektrode za invertersko varjenje od 2 do 5 mm. Varilni tok nastavimo glede na debelino delov in material, ki ga varimo. Običajno je na ohišju pretvornika označeno, kakšna mora biti moč tega toka.
4. Če ste pravkar kupili elektrode v trgovski verigi in ste prepričani v njihovo kakovost, lahko ta razdelek preskočite. Zagotovljene informacije bodo pomagale pripraviti elektrode, ki so bile shranjene v neogrevanem, vlažnem prostoru, za uporabo. Da bi zagotovili kakovosten zvar, jih je treba sušiti 2-3 ure pri temperaturi 2000C. V ta namen lahko uporabite staro električno pečico.
Elektrode so izbrane strogo glede na znamko varjenih materialov. Za usposabljanje lahko uporabite najpogostejše: ANO ali MR.
5. Priključite ozemljitveni priključek na površino, ki jo želite variti (označeno z rdečo).

6. Da bi bila varilna povezava zanesljiva in kakovostna, je treba pred začetkom dela pripraviti kovino, ki jo je treba variti:
- Z žično krtačo v celoti odstranite rjo z robov.
- Robove obdelajte s topilom: bencin, beli špirit.
- Pri pripravi bodite pozorni na nesprejemljivost maščob in barvnih izdelkov na robovih.
7. Bolje je, da začnete trenirati z izdelavo šivov v obliki valja na pločevini velike debeline. Prvi šiv naredite na kovini, ki jo položite na vodoravno površino mize. S kredo narišite ravno črto na kovino; z njo boste položili valj in vas vodili pri delu. Postopek varjenja se začne z vžigom obloka. Obstajata dva načina za vžig varilnega obloka:
- udarjanje po kovini, kot pri prižiganju vžigalice,
- z udarcem po kovinski površini.
Lahko poskusite udariti in zadržati lok z obema metodama. Priporočljivo je, da pri vžigu ne puščate sledi izven območja varjenja. Iz stika elektrode in kovine nastane oblok. Varilec premakne elektrodo na zelo kratko razdaljo, ki ustreza dolžini obloka, in začne z varjenjem.

8. Začnimo z varjenjem.
Dobili bomo varilni šiv. Odstranjujemo skorino (kovinsko skorino na vrhu šiva) tako, da po njej potrkamo z manjšim kladivom (ali drugim trdim in težkim predmetom).

9. To je približno tisto, kar bi morali dobiti.

Poglej si posnetek:
Nadzor reže obloka
Kaj je razpon ali dolžina loka? To je reža, ki nastane med varjenjem med elektrodo in kovino. Osnove varjenja navajajo, da je pomembna stalna kontrola in vzdrževanje enake velikosti te reže.
Kratek lok

S kratkim lokom, približno 1 mm, se kovina segreje na majhnem območju in zvar postane konveksen. Na stičišču kovine in šiva se lahko pojavi napaka, kot je podrez. To je majhen utor blizu šiva in vzporedno z njim. Podrez zmanjša trdnostne lastnosti šiva.
Dolg lok

Pri dolgem loku je težko zagotoviti njegovo stabilnost. Lok je slabo zaščiten pred atmosferskim zrakom, kovino segreva manj, rezultat pa je šiv nezadostne globine.
Normalni lok

Zagotavljanje stalne reže normalne velikosti bo vodilo do oblikovanja normalnega šiva z dobro penetracijo. Običajna velikost loka je 2-3 mm.
Priljubljene napake začetnikov pri varjenju:
Če se naučite nadzorovati dolžino loka, lahko zagotovite optimalne rezultate. Ko prehaja skozi režo, oblok tvori zvarni bazen, ki tali osnovno kovino in elektrodo. Zagotavlja tudi prenos odložene kovine v kopel.
Kako pravilno oblikovati varilni šiv in kakšne napake obstajajo
Kako se naučiti variti z varilnim strojem in se izogniti okvaram? Ko se elektroda med postopkom varjenja hitro premika, nastane okvarjen šiv. Linija kopeli se nahaja nižje od površine osnovne kovine. Če lok intenzivno in globoko prodre v osnovno kovino, potisne kopel nazaj in ustvari šiv. Zato je med postopkom varjenja pomembno zagotoviti, da je šiv poravnan s kovino. Pridobivanje potrebne globine visokokakovostnega šiva je zagotovljeno s spretnostjo varilca. Poleg translacijskega gibanja vzdolž varilnega roba izvaja prečne gibe, da zagotovi preboj in pridobi zahtevano širino šiva. Izbira gibov, ki jih bo izvajal, je osebna stvar varilca. Pri debelini kovine do 4 mm evropski standardi odsvetujejo izvajanje prečnih premikov.
Kopel sledi toploti - to je treba upoštevati pri spreminjanju smeri pri varjenju.  Nastanek spodreza se pojavi, ko ni dovolj kovine elektrode, da bi popolnoma napolnil bazen, ko se premikate čez. Da bi preprečili nastanek takšnega stranskega utora (spodrez), morate nadzorovati zunanje meje, skrbno spremljati kad in jo po potrebi tanjšati.
Nastanek spodreza se pojavi, ko ni dovolj kovine elektrode, da bi popolnoma napolnil bazen, ko se premikate čez. Da bi preprečili nastanek takšnega stranskega utora (spodrez), morate nadzorovati zunanje meje, skrbno spremljati kad in jo po potrebi tanjšati.

Ko je elektroda rahlo nagnjena, je vsa sila usmerjena nazaj in šiv se dvigne (lebdi). 
Če je elektroda med varjenjem preveč nagnjena, pride do sile v smeri šiva, kar onemogoča normalen nadzor kopeli.
Če je treba doseči raven šiv ali premakniti kopel nazaj, uporabite nagibe elektrod pod različnimi koti. Delo se začne pod kotom od 45° do 90°, saj ta kot omogoča normalno opazovanje kopeli in varjenja.
Med delom varilec dovaja elektrodo v varilno cono z določenim naklonom. Razlikujemo med kotnim varjenjem naprej in nazaj. Ta tehnološka tehnika vam omogoča prilagajanje parametrov šiva.
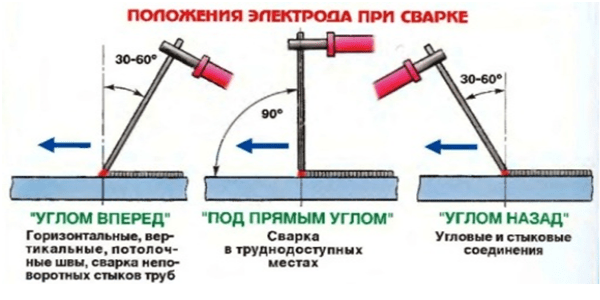
Pri varjenju pod kotom naprej je šiv manjši, vendar širši, kar je primerno za tanko kovino. Varjenje debele kovine se izvaja pod kotom nazaj, kar zagotavlja večje segrevanje kovine v globino. Pri opravljanju dela je priporočljivo vzdrževati kote, navedene na sliki. Velika modra puščica prikazuje smer varjenja – gibanje zvara.
Dodaten video na to temo:
Direktna in obratna polarnost pri varjenju z inverterjem
Proces taljenja kovine med varjenjem poteka pod vplivom toplote obloka, ki nastane med elektrodo in kovino kot posledica povezave kovine in elektrode z nasprotnimi sponkami varilnega stroja.
Obstajata dve možnosti za izvajanje varilnih del, ki se razlikujejo po vrstnem redu povezave, imenovani varjenje z direktno in obratno polarnostjo. Z direktno polarnostjo je elektroda povezana z minusom, kovina pa s plusom, pride do zmanjšanega vnosa toplote v kovino. Območje taljenja je ozko, a hkrati globoko.
Ko je polarnost obrnjena, je elektroda povezana s pozitivnim polom, kovina pa z negativnim, kar povzroči zmanjšan vnos toplote v izdelek. Območje taljenja je precej široko, vendar ne globoko. Učinek katodnega čiščenja varjene površine lahko opazujete.
Kakšno polariteto izbrati pri varjenju? Varjenje se izvaja v neposredni in obratni polarnosti. Pri izbiri upoštevajte dejstvo, da se mrežni element, ki je priključen na plus, bolj segreva. Območje, ki je na sliki rdeče obarvano, se med varjenjem najbolj segreje.
Pri varjenju tanke kovine se bojijo pregrevanja in gorenja. Minus je povezan z izdelkom in kuhan z obratno polarnostjo. Debela kovina je varjena z ravno polarnostjo.
Učinek hitrosti podajanja elektrod
Hitrost varjenja in dovod elektrode morata zagotavljati, da zadostna količina staljene kovine vstopi v območje varjenja. Pomanjkanje kovine vodi do podreza.
Ko se elektroda hitro premika vzdolž šiva, moč obloka ni dovolj za ogrevanje kovine, šiv je plitek, leži na vrhu kovine, ne da bi se talili varjeni robovi. Ko se elektroda premika počasi, opazimo pregrevanje osnovne in elektrodne kovine, kar lahko povzroči opekline površine in deformacijo tanke kovine.
Učinek toka
Jakost toka se nastavi na razsmerniku glede na podatke v tabeli. Kot lahko vidite, so podatki špekulativni.

Jakost toka in hitrost gibanja kompleksno vplivata na zvar. Visok tok poveča globino penetracije in vam omogoča povečanje hitrosti elektrode. Z optimalnim ujemanjem toka in hitrosti je šiv zmerno konveksen in lep, kar zagotavlja zahtevano globino preboja robov, ki se varijo.
Postopek varjenja z inverterjem na tanke pločevine
 Na kaj morate biti še pozorni pred izvedbo varjenja? O polarnosti elektronov. To so osnove varjenja. Med postopkom varjenja DC obstajata negativen in pozitiven naboj vira. Ko govorimo o tem, kako pravilno priključiti varilni pretvornik, se morate najprej odločiti, kateri naboj kam priključiti, na podlagi dejstva, da če ima material, ki ga je treba variti, pozitiven naboj, se bo bolj segreval. Če je na elektrodo povezan pozitiven naboj, se bo segrela in bolj gorela. Obratna polarnost je značilna pri varjenju z inverterjem, saj naj bi se varile tanke pločevine, ki jih je enostavno prežgati. Če vas torej zanima predvsem varjenje tanke kovine z inverterjem, bodite še posebej pozorni na nastavitev obratne polarnosti inverterja, pa tudi na normalno jakost toka. Elektrode za invertersko varjenje tanke kovine so priključene "plus" na inverterski oblok in "minus" na pločevino.
Na kaj morate biti še pozorni pred izvedbo varjenja? O polarnosti elektronov. To so osnove varjenja. Med postopkom varjenja DC obstajata negativen in pozitiven naboj vira. Ko govorimo o tem, kako pravilno priključiti varilni pretvornik, se morate najprej odločiti, kateri naboj kam priključiti, na podlagi dejstva, da če ima material, ki ga je treba variti, pozitiven naboj, se bo bolj segreval. Če je na elektrodo povezan pozitiven naboj, se bo segrela in bolj gorela. Obratna polarnost je značilna pri varjenju z inverterjem, saj naj bi se varile tanke pločevine, ki jih je enostavno prežgati. Če vas torej zanima predvsem varjenje tanke kovine z inverterjem, bodite še posebej pozorni na nastavitev obratne polarnosti inverterja, pa tudi na normalno jakost toka. Elektrode za invertersko varjenje tanke kovine so priključene "plus" na inverterski oblok in "minus" na pločevino.
V zasebni hiši večjo vrednost Gre ravno za varjenje tankih delov. Ker lahko najmanjše napake povzročijo pregorevanje kovine. Preden začnete delati s tankimi deli, poskusite obvladati osnovne šive na debeli kovini.
- Varjenje izvajajte pri najmanjši priporočeni jakosti toka.
- Šiv naredite pod kotom naprej.
- Pazite, da varite z obratno polarnostjo.
- Velika težava pri varjenju tanke kovine je deformacija dela. Da bi ga zmanjšali, zavarujte dele med varjenjem.
- Pri izdelavi žebljičkov na dolgih izdelkih, večjih od 0,5 m, začnite postavljati žebljičke od sredine izdelka do robov.
Najpogostejša zahteva na internetu za tiste, ki se želijo naučiti uporabljati inverter, je "inverter varjenje za začetnike video." Na straneh našega spletnega mesta ponujamo edinstven video, kjer si lahko ogledate vsa načela delovanja pretvornika za začetnike.
Dovolili pa si bomo še nekaj nasvetov o učenju postopka varjenja z inverterjem:

Več videov na to temo:
Preučite video o pravilni uporabi varilnega inverterja in prepričani smo, da postopek varjenja za vas ne bo težak. Pred ogledom videoposnetka natančno preberite opis varjenja, ki je napisan v našem članku.
Video lekcije o varjenju z inverterjem:
In končno, kako izbrati pravi varilni inverter?
Priporočamo tudi:
Komentarji:
Facebook (X)
VKontakte (0)
Redno (37)
- Anatolij
Zelo dober in uporaben članek! Zelo sem užival v branju, hvala za tako podrobno analizo razne nianse pri varjenju. Vadimo!)
- Volodimir
Pane Meister. Jaz ga šele začenjam kuhati, ga dam na priporočeno napetost, sicer elektroda pregori in je polarnost nepca normalna, pa ne boš mogel, boš pa itak vesel.
- Dmitrij
Varilec Kijev, varjenje po ugodnih cenah
Če potrebujete pomoč, napišite tukaj v komentarje, vedno vam bomo pomagali) - Anton
Najlepša hvala!!!
- Valery Anatolyevich
Zelo uporaben video za začetnike, koristne informacije Na splošno uporabno spletno mesto! Hvala vam! Vso srečo pri delu!
- Tatjana
Potrebujem mojstra za varjenje kovinske krone na okvir ikone. Kovina - medenina.
- Sonja
Hvala, zelo mi je bil všeč članek in tudi komentarji
- Aleksander (delovodja)
dragi prijatelji, ta mesec si je ta članek ogledalo 8272 krat, kar je visoka številka. Prosimo, priporočite ta članek svojim prijateljem na družbenih omrežjih, da prinesete več več koristi za začetnike varilce.
- Aleksander
povej mi prosim polarnost. + priklopi na elektrodo ali na maso.Sicer povsod drugače pišejo.Varilec je nehal variti kovino,poslal na popravilo po popravilu,nekaj časa je delalo in spet isti problem javil mojstru in rekel da je elektroda mora biti priključena na - priključite + na maso a v navodilih je nasprotno napisano + elektroda, - masa.
- Dmitrij
Fantje, želim povedati naslednje, imam dovolj prakse pri varjenju kovin. Danes kuham kovino, kot bi delal obrt iz plastelina, z lahkoto zavarim luknjo premera 40-100 mm v stropu s tritočkovno elektrodo, brez našitka in tako naprej, skratka zabavno . To veščino sem prejel in to se je zgodilo pred 18 leti, takoj ko sem med segrevanjem z oblokom začel videti in razlikovati barvo kovine. Zato se mi zdi najpomembnejša veščina med gorenjem obloka: 1. razlikovati žlindro od kovine. 2. glej temperaturo segrevanja kovine po njeni barvi. Naučite se teh stvari in presenečeni boste, kako enostavno in preprosto je vse.
Novi članki
- Torta "Tri mleka": recepti
- Recept: Koruzna kaša - s suhimi marelicami za majhne otroke
- Korenje z rozinami Recept za solato z rozinami s korenjem
- Zeljna solata s papriko: hiter recept
- Sladki pilav z rozinami in suhimi marelicami - recept Kaj je dodano pilavu, podobnemu rozinam
- Okusni dietni goveji kotleti na pari
- Parjeni svinjski kotleti iz mletega mesa
- Kako soliti, sušiti in posušiti krasa doma Kako marinirati krasa doma
- Dušeno zelje s klobaso Kako dušimo zelje s klobasami v ponvi
- Solata iz sveže pese, korenja in zelja, recepti
Priljubljeni članki
- Kaj morate vedeti o fižolu
- Navadne vložene kumare (s sterilizacijo)
- Kako pridobiti potrdilo iz arhiva o svojih delovnih izkušnjah
- Kako pripraviti sončne jagode za zimo: sušenje, zamrzovanje, marmelada
- Kako sušiti maline na različne načine
- Slivova marmelada s fruktozo za diabetike
- Kako razumeti stavne kvote na izid športnega dogodka. Za katera izplačila ne veljajo regionalne kvote?
- Kako speči celo raco v pečici, da bo mehka in sočna: Recepti - obliznili si boste prste Klasična marinada za pečenje
- Vložena zaseka s kisom
- Domača marinirana zaseka v slanici s česnom